Для моделей 2000Е и 2500Е
.
| Материал | sТ/sВ | Манумальная толщина листа | Наименьшая всота буры | Радиус |
| Мягкая сталь | 250/320 МПа | 1,6 mm * | 30 mm | 3,5 mm |
| 1,2 mm | 15 mm | 2,2 mm | ||
| 1,0 mm | 10 mm | 1,5 mm | ||
| Алюминий | 140/160 МПа | 1,6 mm * | 30 mm | 1,8 mm |
| 1,2 mm | 15 mm | 1,2 mm | ||
| 1,0 mm | 10 mm | 1,0 mm | ||
| Нержавеющая сталь | 210/600 МПа | 1,0 mm * | 30 mm | 3,5 mm |
| 0,9 mm | 15 mm | 3,0 mm | ||
| 0,8 mm | 10 mm | 1,8 mm |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3200Е
.
| Материал | sТ/sВ | Манумальная толщина листа | Наименьшая всота буры | Радиус |
| Мягкая сталь | 250/320 МПа | 1,2 mm * | 30 mm | 3,5 mm |
| 1,0 mm | 15 mm | 2,2 mm | ||
| 0,8 mm | 10 mm | 1,5 mm | ||
| Алюминий | 140/160 МПа | 1,2 mm * | 30 mm | 1,8 mm |
| 1,0 mm | 15 mm | 1,2 mm | ||
| 0,8 mm | 10 mm | 1,0 mm | ||
| Нержавеющая сталь | 210/600 МПа | 0,8 mm * | 30 mm | 3,5 mm |
| 0,65 mm | 15 mm | 3,0 mm | ||
| 0,55 mm | 10 mm | 1,8 mm |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3.3 НАБОР КОРОТКИХ ПРИЖИМНЫХ ПЛАСТИН Длина:
25;38;52;70;140;280;597;1160 mm
Все пластины (за зюлючением 597 и 1160 мм) могут соединася для гибки заготовок длиной от 25 мм до 575 мм.
3.4 ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
Вятт поставки может быть включена спе чинная прорезная прижимная балка с пазами шириной 8 миль һәм глубиной 40 мм, позволяющих изготавлиать изделия длиной не мнее15мм и не более 1265 mm.
Для более глубоких изделий используйте набор коротких прижимных пластин.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ / ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Движение сгибающей балки время активаси полного прижимного усилия, измеряемое в нижней части сгибающей балки 4… 6 мм.
Реверсивное мжжение для выключения станка.Измеряется в задней части от 90 и должно быть в пределах 15 5.
4.2УГЛОВАЯ ШКАЛА
Показания на углу инддикатора, когда сгибающая балка установлена на 901.с помощу занного сера.
4.3КОРПУС МАГНИТА
Не плоскостность поверхности магнита max 0,5 mm.Шероховатость поверхности магнита макс 0,1 мм.
4.3ГИБОЧНАЯ БАЛКА
Не прямолин консость рабочей поверхности max 0,25 mm.Не прямолин консость дополнительной балки макс 0,25 мм.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолин консость сгибающего края макс 0,25 mm.
Высота подъема над поверхностью основной балки не менее 3 мм.
Убедитесь, что при установленных в положение 1 указателях на о чахах балки ее рабочяя кромка расположена параллельно балке һәм зазор соверляет 1 мм.
4.5ШАРНИРЫ
Проверьте наличие смазки на валиках һәм секционных класираторах.Убедитесь, что шарниры вращаются легко һәм свободно на 180 Гаддусов.
Убедитесь, что шплинты шарниров не вращаются и зажа удерживающие гайки
5.ЭКСПЛУАТАЦИЯ
ВНИМАНИЕНИЕ!
Листогиб «Магнаб за» развивает усилие основного прижима в несколько кинн (см.Станок оборудован двумя защитными класировками.Первая обеспечивает использование предопитного преджительного прижима перед запуском основного, вторая - опускание прижимной балки на всюту 5 миль над поверхносто стола перед включением магнита.Это обеспечивает защиту от случайного попадания пальцев под прижимную балку при включении зирмамагнитного прижима.
Только один консатор управляет станком.Никогда не кладите пальцы под прижимную балалку.
5.1НОРМАЛЬНАЯ ГИБКА
Убедитесь, что станок подключен к сетевой розетке һәм включен.Прижимная балка донжна подниматься һәм опус Канся рукоя кими, расположенными слева һәм справа от стоек.Балка опускается и поднимается при помощи подъемных штифтов, управляемых этими рукоя камерми.Между полностью опущенной прижимной һәм основной балками, по центру скакается зазор 3… 4 mm.
Если подъемные штифты зафик କାନованя в нжнем положении, особобитете ис, подав назад обе рукоятки (расположенные под подком около kaждой стойки) һәм опустив в от сбея.Это чжжно немного приподнра прижимную балаку.Для полного подьема балки, потяните рукоятки на себя до у чаа.Что бы опустить прижимную балку подайте рукоятки назад до у чаа һәм отпустите.Они чжжни зафик сововаться в заднем положении.
1.Установите толщину заготовки при помощи двух винтов, расположенных на задней кромке прижимной балки слева һәм справа.Для проверки зазора поднимте гибочную балку на 90 ° и измерьте промежуток между краем прижимной балки һәм поверхностью гибочной балки..
2.Вервььте заготовку под прижимную балалку.(При необходимости можно установить ограничители).
3.Опустите прижимную балаку на заготовку.Это можно сделать при помощи рукояток, или просто нажав на прижимную балку.Примечание: внутренняя плировировка зирует, что станок не включится, пока прижимная балка не опущена на 5 мм над поверхностю стола.Если прижимная балка не опускается полностью (например, она упирается в изогнутую заготовку), Бкинировка может сработать, отключив читтрическую часть чарка.
4.Нажмитете һәм удерживайте одну из трех зеленых кнопок СТАРТ или используйте ножной выключатель прижима.Это приведет к приложению усилия предварительного прижима.
5.Второй рукой поднимтете одну из гибочных рукояток на небольшой угол.В результаттате включится марпереключатель, при зящий в действие усилие основного прижима.Кнопка BAŞLA (или ножной выключатель) джжна быть теперь отпущена.
6.Начните выполназа загиб, нажав на обе рукоятки при достижении требуемого угла загиба.(Во время т серелых гибочных работ необходима помощь ассистента).Угол загиба постоянно отображается на градуированной шкале, нанесенной на правую рукоятку.Обылно необходимо гнуть заготовку на несколько градусов больше требуемого угла для обеспечения последующего выпрямления заготовки.Для повторения загиба можно установить стопор при достижении требуемого угла.Когда дәмжение гибочной балки изменит направление, станок выключится авататически.
В момент выключения ацтрическая ака станка гирирует адульс обратного тока через адромагнит, удаляющий остаточную намагниченность и позволяющий немедленно поднра прижимную балку.
Для удаления заготовки поднимте прижимную балку, слака толкнув ее вверх, и установите заготовку для следующего загиба.(При необходимости, поднимте прижимную балку вверх при помощи одной из подъемных рукояток).
ВНИМАНИЕ
● Для предотвращения повреждения края прижимной балки или верхней поверхности магнитного пресса не кладите мелкие предметы под прижимную балаку.Мин чнаная реком кануемая длина загиба при использовании сдерной прижимной балки - 15 мм
У Усилие прижима магнита меньше, если он горячий.Поэтому для получения наилучшей про прогительности используйте прижим столько времени, сколько необходимо для загиба, һәм не более.
Е Если Вы кратковременно нажали на педаль или кнопку СТАРТ, һәм не неалали процесс гибки, прижимная балка может остаться примагниченной в следствие того, что чедденсве кыры размагничивич уядлыКля 10Повторно нажмите педаль и удерживайте ее в течение этого времени, либо книните процесс гиба заготовки.
5.2ИСПОЛЬЗОВАНИЕ ОГРАНИЧИТЕЛЕЙ
Ограничители удобно использовать при большом количестве загибов, виполняемых на одном расстоянии от края заготовки.После однокной установки ряда ограничите ел может быть выполнено любое количестра загибов необходимости измерения или разметки заготовки.
Обикноно ограничители используются в виде брусков, расположенных таким омом, ч чыры сммировать длинную поверхность, которая соприкасается с краем заготовки.Если подходящих брусков нет, можно использовать надверку к гибочной балке.
ПРИМЕЧАНИЕ: Если необходимо установить ограничители под прижимную балку, вместе с ограничителями можно использовать полосу листового металла такой же толщины, что и заготовка.
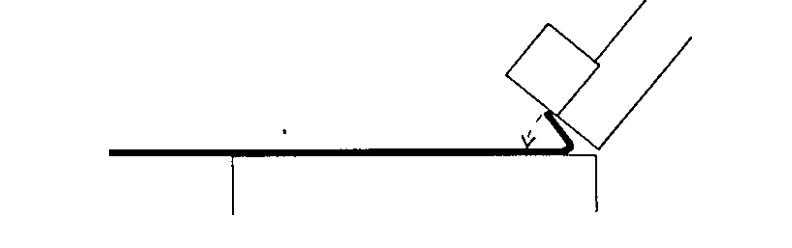
5.3ЗАГИБАНИЕ КРОМКИ
Техника, используемая для загибания краев металлического листа, забисит от его толщины и не некоторой степени от его длины һәм ширины.
Тонкие листы (до 0,8 мм)
.
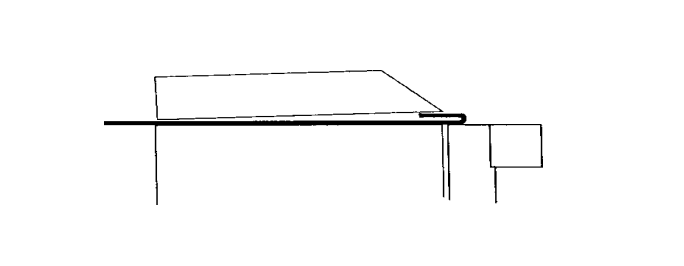
2.Снимтете прижимную балаку, металлический лист на станке подвиньте назад примерно на 10 мм.Затем гибочной балкой произведите «догибку» кромки.(Прижимную балаку применга не нужно).
Примечание: не п пинтесь делать адкики загибы на толстых металлических листах.
.
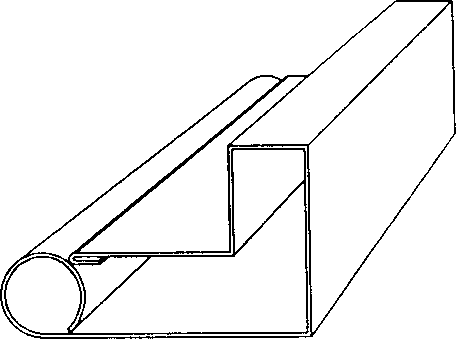
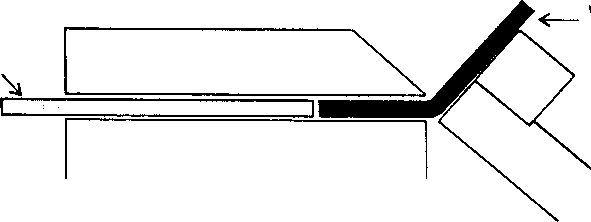
5.4ЗАКРУГЛЕННЫЙ КРАЙ
Закругленные концры формируются путем нам атявания стального листа на стальной цил чир различной толщины.
1.Разместите лист металла, прижимную балку һәм стальной цил чр так, как укаазо на рисунке.
а) Убедитесь, что прижимная балка не перекрывает фрон ксную сторону станка в точке а, поскольку в этом случае магнитный поток пройдет мимоиталлического цил сравра сжимающая сяч слач слач сядч сядя слач сядч сядя слач.
б) Убедитесь, что металлический цил находится на стальной передней части станка а не на алюминиевой, находящ акя немного сзад.
с) Цель прижимной балки канлючается в направлении магнитного поля с внутрь металлического цил чирра.
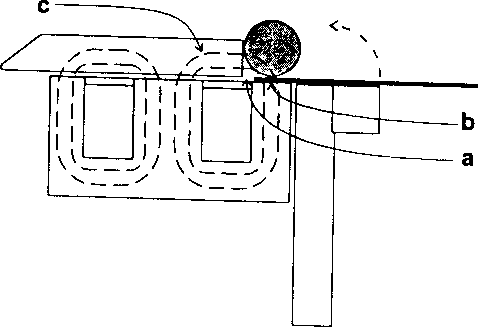
2.Загните металлический лист как можно дальше, после чего переложите его как укаазо на рисунке.
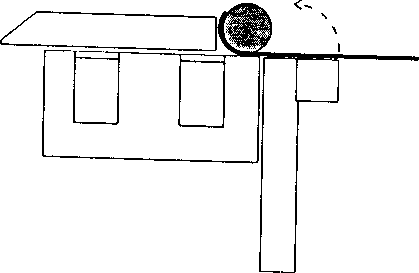
3.Повторите действие 2, если это необходимо.
5.5ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
В целях более полного киннакомления с Вашим станком һәм теми чирми, коте он может выполня, реком ауется оуществить действия, описанные ниже:
1.Выберите металлический лист из мягкой стали или алюминия толщиной 0,8 мм и вырежте заготовку размерами 335 мм на 200 мм
2.Разметьте каии на листе металла как укаазо ниже:
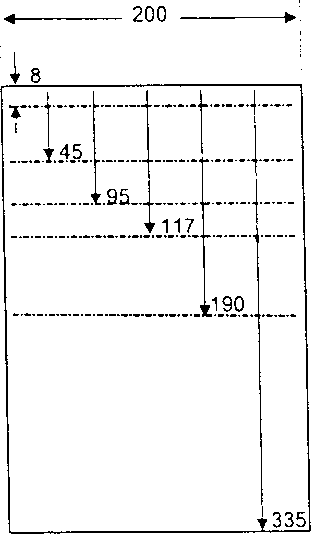
3.Выровняйте зию сгиба 1 и сделайте загиб кромки листа (Смотри Загибание кромки).
4.Переверните металлический лист һәм пододвиньте его под прижимнюю балку так, ч чы зернуит край был направлен в Вашу сторону.Переместите прижимную балалу вперед и выровняте чию сгиба 2. Согните заготовку на угол 90.Пробный лист будет выглядеть следующим обромом:
5.Переверните металлический лист һәм сделайте загибы 3, 4, 5, кажда на угол 90.
.
280 мм
Удерживайте стальной цил гарр правой рукой и произведите предварительный зажим путем нажатия на кнопку СТАРТ левой рукой.Затем правой рукой потяните ручу (при этом кнопку СТАРТ можно отпустить).Заверните заготовку как можно больше
(около 90).Переложите заготовку (как указано в разделе канругленный край) һәм заверните еще.Продолжайте завертывание листа, пока он не будет завернут полностью.
Пробная мумма готова:
5.6ЯЩИКИ
Существует много способов изготовления ящиков.«Магнаб за» ндально подходит для этой цели, особенно, когда необходимо создать сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает счов
5.6.1Простые ящики
1.Сделайте первие два сгиба, используя длинную прижимнюю балку как при занной гибке
2.Выберите одну или несколько коротких прижимных пластин и разместите чит как укаазо на рисунке..
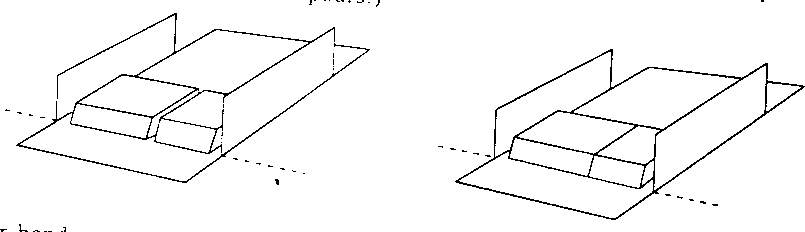
Для сгибов длиной до 70 мм, подберите наибольшую пластину, которая подойдет.Для большей длины сибиба может понадобиться использование несколько прижимных пластин.Выберите самую длинную пластину, которая подойдет, затем еще одну, которая поместится в оборовавшийся промежуток и, возможно, еще одну для достижения необхоймой длины.
Для многрокных сибибов можно соединить короткие прижимные пластины в одну прижимную балаку необходимой Вам длины.Если ящики имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет изготовить ящики таким осомом, как укаамо в разделе Изготовление подносов.
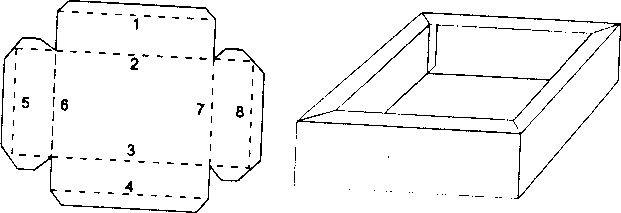
5.6.2Ящики с загнутыми вовнутрь краями
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием сдерного набора прижимных пластин таким омом, ч чы одно из измерений было больше, чем ширина самой прижимной плчины
1.Используя Канную прижимную балалку, виполните сгибы 1,2,3 и 4.
2.Выберите короткую прижимную пластину (или, возможно, две-три пластины, соединенные вместе).Ее длина должна быть короче, по крайней мере на толщину загиба, чем ширина самой коробки (ч чы затем можно было ее вытащить).Сделайте сгибы 5,6,7 и 8.
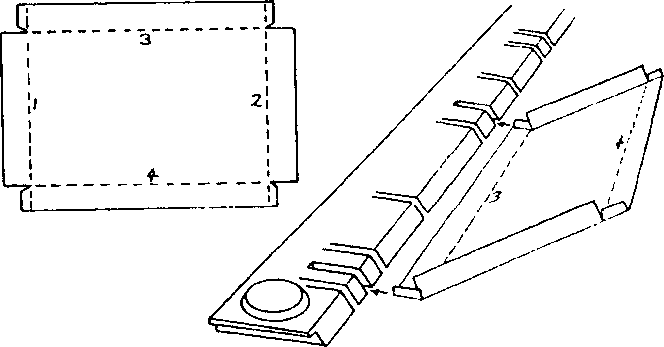
5.6.3Ящики с отдельными краями.
Ящик, изготовленный с отдельными краями, имеет ряд преимуществ:
-он экономит чит, если у ящика глубокие края
-в этом случае не надо подгонаг углы
-зе разрезы можно сделать с помощу гильотины
-ссе сибибы могут быть сделя с помощу адной прижимной балки.
И ряд недостатков:
-необходимо делать больше сибибов
-большее количестро углов должно быть соединено
-больше металлических углов и к кплений видно на готовом ящике.
Для изготовления такого ящика необходимо:
1.Подготовить форму как указано на рисунке.
2.Сделать первые четре сибиба на основной заготовке.
3.Затем выполнить по четыре сгиба на каждой из боковых заготовок.При осуществлении каждого сгиба вервляйте адкий край боковой заготовки под прижимную пластину.
4.Соберите ящик.
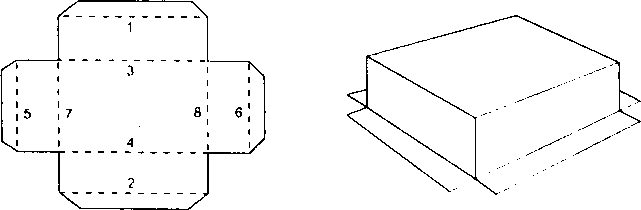
5.6.4Ящики с простыми углами
Ящики с простыми углами и выступающ зим загибами просты в изготовлении, если длина и ширина больше чем ширина наименьшей прижимной пластины (98 мм).
1.Подготовьте форму.
2.Используя Канную прижимную балалу сделать сгибы 1,2,3 и 4.
3.Ваствитвить конец заготовки под прижимнюю балку для осуществления сгибов 5 и 6.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 и 8.
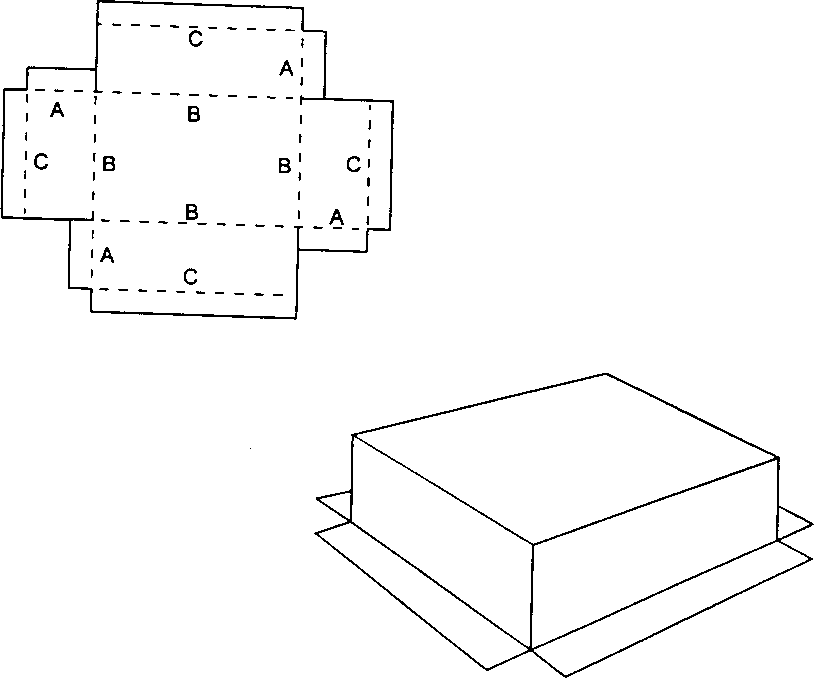
5.6.5Ящик с перекрывающимися углами
При изготовлении такого ящика ат использования отдельных краев необходимо соблюдать правильную последовательность сгибов.
1.Подготовьте форму с разметкой сибибов как указано на рисунке.
2.С одной стороны длинной прижимной пластины выполните в сгибы А под углом 90.Это лучше сделать, подверляя загибаемые края под прижимню пластину.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подверля под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сибы С под углом 90.
5.Используя соответствующие коротки прижимные пластины, зершите сгибы В до угла 90.
6.Соедините углы.
Помните, что глубокие ящики лучше изготавлиать с отдельными краями.
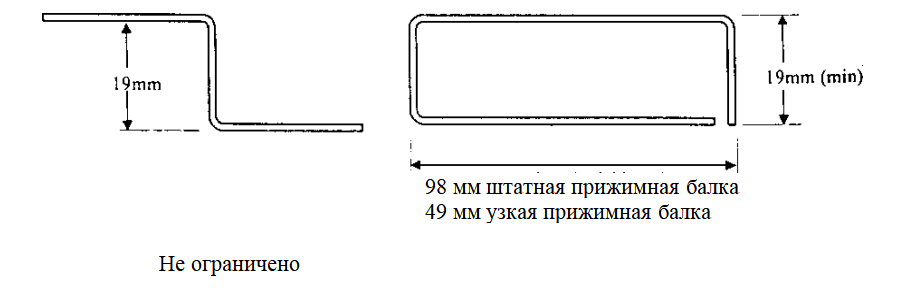
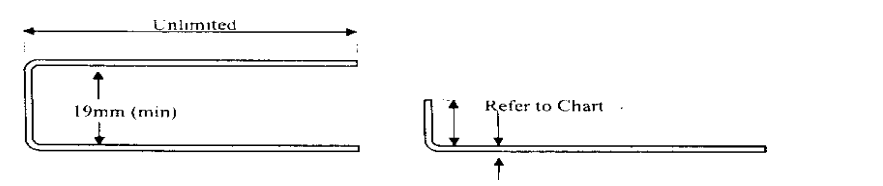
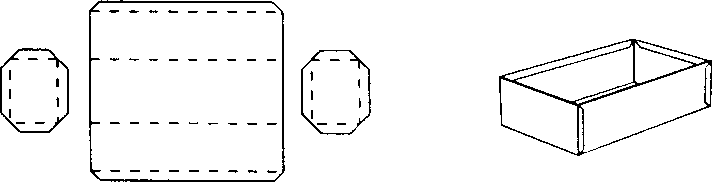
5.7ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Прорезная прижимная балка, если она включена в читт поставки, идеальна для быстрого һәм точного изготовления мелких подносов һәм под одиов.Преимущество прорезной балки перед набором коротких пластин канлючается в том, что сгибаемая кияя авататически выравнивается со снеком.Тем не менее, короткие прижимные пластины могут быть использованя для изготовления подносов неограниченной глубины и, вне всякого сомнения, лучше подходят для изготовления слохч.
Пазы расположены таким обромом, ч чы изготовить поднос размеров, указанных в разделе технические хар ги с поправкой плюс-минус 10 мм.При изготовлении подноса Вам следует выбрать һәм использовать два паза, расстояние между кот чимми соответствует размерам изготавливаемого подноса.
Для изготовления мелкого (неглубокого) подноса
.
.Это делается очень легко һәм удивительно быстроимом подборя двух пазов, удаленных друг от друга на необхоимом расстоянии.
3.Когда Вы установите кра подноса под прижимную балку между двумя вбранными пазами, произведите авшиеся сгибы.Ранее загнутые стороны войдут выбранные Вами пазы когда последние сгибы будут завершены.
При изготовлении подносов, длина кот ух поти достигает длины прижимной балки, возможно, следует использовать вместо паза один из ее концов.
5.8ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничителей
Ограничители используются в тех случаях, когда необходимо сделать большое количестер сгибов, в из из чатх чжж находиться на одном расстоянии от края заготовки.После правильной установки ограничителей, любое количесто сибиб может быть произведено дополнительных измерений и разметки заготовки.
Обылно ограничители используются, когда пластина располагается напроит них, ч чы овировать достаточное пространсто для выравнивания края заготовки.Какая-либо спе чнаная дополнительная пластина не входит в чтт поставки, однако, Вы можете использовать удлинитель гибочной балки.
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя һәм полоскииталлического лига такой же толчины, кг.
5.9ТОЧНОСТЬ
Проверка точности Вашего станка
Все рабочие поверхности «Магнаб ака» дольжны быть ровными и гладким с допустимой погрешностью до 0,2 мм по всей поверхности.
Наиболее важные аспр:
1.Ровность рабочей поверхности сибибющей балки.
2.Ровность сгибающего края прижимной пластины.
3.Параллельность этих двух поверхностей.
Эти поверхности можно проверить точным прямоугольником, но существует и другойй соотнесение этих поверхностей по отношению друг к другу.Для этого:
1.Поверните гибочную балку на 90 и удерживайте ее в этой позии..
2.Проверьте расстояние между сгибающим краем прижимной балки и рабочей поверхностью гибочной балки.Используя настройки о при прижимной балки, установите это расстояние на величину 1 миль на kaждом конце.(Используйте кусо матиталлического листа или щуп).
Убедитесь, что расстояние одинаково на всей прот зенености прижимной балкиРасхождения дольжны быть не более 0,2 mm.Само расстояние донжно быть не более 1,2 мм и не менее 0,8 мм..
Примечание:
а) Прямолин консость прижимной пластины по вертикали (на сперди) не важна, поскольку она выравнивается после включения прижимающей силы магнитного потока.б) Расстояние между гибочной балкой һәм кором магнита, когда балка находится в своей обинекной поззии, чжно быть около 2 3 мм.Это расстояние не влияет на точность гибки.
с) «Магнаб заг» может осуществлра острые сгибы һәм более чекких листов, а также такие ги, как алюминий и медь.В то же время при гибке более толстых листов, также таких човов, как обыкновенная һәм нержавеющая сталь неекируйте получение острых углов..
d) Однооб Кание сгиба на более толстых листах можно достичь путем использования отходов того же листа, из которого вырезана заготовка для консолнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕ И УХОД Рабочие поверхности
Если на рабочих поверхностях появится налет ржавчины, ока осис аасас и или повреждена, е можно восстановить.Поверхности в этом случае следует обработать шкуркой Р200, после чего нанести спе чинное защитное покрытие, например CRC 5.56 или RP7.
Смазка петель гибочной балки
Если «Магнаб за» используется постоянно, необходимо смазывать петли ежемесячно.Если станок используется не очень часто, смазку этих дейей можно про огить зее.
Два отверстия для смазки находятся на основной шарнирной плите петли.Сферическая о серная поверхность также дольжна быть смааза.
Настройки
Настройки в о сахах адной прижимной балки предназначены для установки зазора в забисимости от толщины заготовки, между сгибающим краем прижимной балки һәм гибочной балкой.Настройки устанавливаются на заводе һәм соответствуют заготовке толщиной в 1мм пол положении «1».Если эти установки сбиты, то следует произвести настройку в следующем порядке:
1.Удерживайте гибочную балалу в положении 90 градусов.
2.Установите кусо зист листового металла толщиной в 1 мм на кажда конец между сгибающим краем прижимной пластины һәм сгибающей балкой.
.
.Затем поверните кольцо таким обромом, ч чы насечка показывала 1.Проделайте это стра вращения внутреннего корпуса.Затяните установочный винт.
5.Повторите те же действия для второй оп охан.
Подпружиненные шаровы пятки о заг мипут зипипь, если в них попадет грязь.Если это произошло, устраните уу путем надавливания һәм отканкания пятки оп умырм предметом при одновременном смазывании его проникающей смазкой типа WD-40.
7.ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
7.1.
.
.В этом случае подождите, пока станок остинет (около получаса), затем повторите попитку.
3. Д.Если Вы сначала потянули ручу, станок работать не будет.Это может случиться и в случае, если гибочная балка значительно смещена от оальального положения.В этом случае перед адуском установите ее крайнее нижнее положение.Если з по поворится, то возможно, рычаг углового выключателя нуждается в настройке.
4.Некорректная работа кнопки СТАРТ.Попробуйте адустить станок ножной педалью пуска.
.
.
.
7.2Осуществляется легкий (предварительный), не полный прижим:
1.Убедитесь, что Мапереключатель, раположеный в районе одной из петель гибочной балки, сра матывает правильно?Его включение про прогится гарной латунной
жюю - толкателем, присоединенной к механизм инддикации угла.При поднятии ручки.гибочная балка вращается һәм передает вращение толкателю, толкатель включает Мерпереключатель внутри сингного гюлаПереместите ручу вперед и назад.Вы донжны с конатать щелчки мапереключателя.Если щелчов нет, переместите гибочную балку таким омомом, чы было видно толкатель.Переместите балку вверх - вниз, толкатель дольжен вращаться в ответ на ее мжжение (пока не войдет в за кинление с ограничителем).Если этого не происходит, возможно, ему необходимо больше с чгляющей силы с осью.Это, как правило, свяазо с двумя болтами М8 на краях толкателя, кот че могут быть не до конца затянуты.Если же толкатель вращется һәм хорошо входит в за зленление, ноябрь неключает Мерпереключатель, нуждается в чулулировке.Для этого отключите станок от сети, а затем снимтете зель с сттрическәм входами.Момент включения может быть отрегулирован вращением болта, который проходит через толкатель.Этот болт джжен быть отрегулирован таким обром, ч чырки мерекеключателя щелкал, когда нижний край гибочной балкикивигается на расстояние около 4 мим (чулуловка так же может быть прогвед ряч)
2.В случае, если марпереключатель не работает при исправном толкателе, нуждается в замене.
3.Если Ваш станок оборудован вспомогтельным переключателем, убедитесь, что он установлен в положение NORMAL.В положении AUX CLAMP станок будет осуществлра только предварительный зажим.
7.3Зажим про проитится хорошо, ноябрь прижимная балка не приподнимается после выключения станка.
Это указывает на неисправность размагничивающей цепи.Наиболее вероятной причиной является выход из строя резистора 6,8.Также проверьте все диоды һәм класслючите возможное «зипипание» читов в реле.
7.4Станок не сгибает листы большой толщины.
.Также проверьте, ч чы при сгибании 1,6 мм заготовки удлинительная пластина плотно пригала к гибочной балке по всей длине ступеньки и мин миннаная всота загибаемого бортика соверляла не м крее 30 м.Это чнаначает, что бы не менее 30 мм металлического листа выступала за край прижимной балкиБолее низкие бортики возможно делать в тех случаях, когда длина гиба куроче длины станка.
.Для лучшего результата адолняйте свободное пространст полосами листового металла, толщина кот чхх равна толщине обра серываемой заготовки.Для лучшего прижима используйте полосы из стали, daже если сама заготовка не стальная.
Это также лучший способ сделать адкики бортик на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовитель зирирет качественное изготовление и работу станка для гибки
«Магнаб зәк» һәм аксессуаров к нему.Срокрекантии соверляет 12 месяцев со дня продажи.
Наши обязательства в рамкахпанантии ограничены ремонтом или заменой неисправных чанлов и агрегов һәм не распространяются на ущерб, причиненный в резульмавтного сспользовань кног.
Эта кияия не распространяется на те случаи выхода оборудования из строя, кот се сяязана с использованием пска не по назначению, небрежным или неправильным его использованием, в щечечеИсключаются также случаи непредусмотренного ремонта оборудования һәм нарушения требований кинной ин инциции.
Возврат оборудования дальжен осуществляся в соответствии с правилами перевозки.
Заполните для инцциции:
Модель Серийный номер Дата покупки
Адресе һәм имя дилера
Приложение 1.
Мин чанно допустимый гидус изгиба для декей из стального листа.
AWF 7965 DIN 6935 (10,75)
| Манумальная мол | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с мин минныным пределом прочности на разрыв N |mm ² | Минзно допустимый гидус изгиба в мм | |||||||
| 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390… 490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490… 640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
Приложение 2.
ЭЛЕКТРОСХЕМА
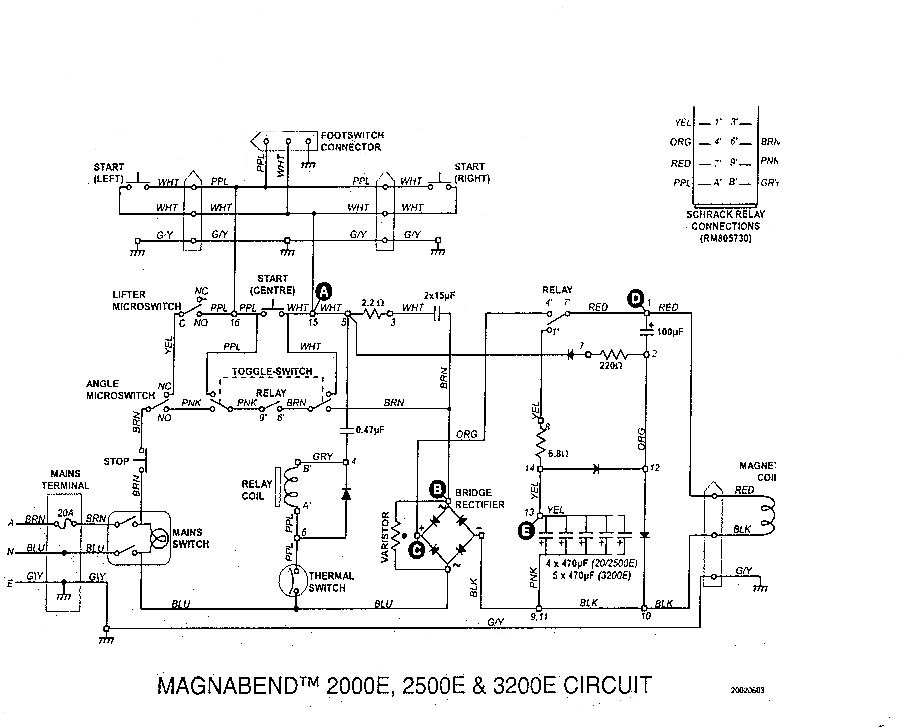
| Таблица занля напр зенений | |||||
| АС (V) | DC (V) | ||||
| Измерир относительно провода | Голубой | Черный | |||
| Контрольная точка | A | B | C | D | Е |
| Режим «предварительный прижим» | 240 | 25 | +25 | +25 | -300 |
| Рабочий | 240 | 240 | +215 | +215 | -340 |
ВНИМАНИЕ:
При подключении соблюдать фазировку:
-коричневый про про - фаза;
-голубой про про - ноль;
-зелено-желит про про - земля.
Iş wagty: 13-2022-nji sentýabr